Calculate clamping force can use the clamping force formula for new product development or material uncertainty.
A clamp force calculator is important when choosing the injection molding machine.
Clamping force formula:
F = P × S
P: The pressure inside the mold of the injection molding machine refers to the pressure of the plastic material inside the mold during the injection molding process.
The control of mold pressure is crucial to ensure product quality and the normal operation of the mold.
S: The maximum surface area of the injection molded product in the mold opening direction, including the area of any runners or gates.
The injection moulding clamping force Calculator has 3 elements:
- P: The pressure inside the mold
- S: Product Projected Are
- Safety factor
P: The in-mold pressure of an injection molding machine refers to the pressure of the plastic in the mold during the injection molding process.
The calculation and setting of in-mold pressure vary depending on the material and product type.
S: Product Projected Area: First, you need to determine the maximum surface area of the product in the mold opening direction, including the area of any runners or gates.
For example, if the product is a rectangle, its projected area can be calculated by multiplying the length by the width.
Safety factor: This is to ensure that the mold will not be damaged due to excessive pressure in actual use, usually between 0.1 and 0.2.
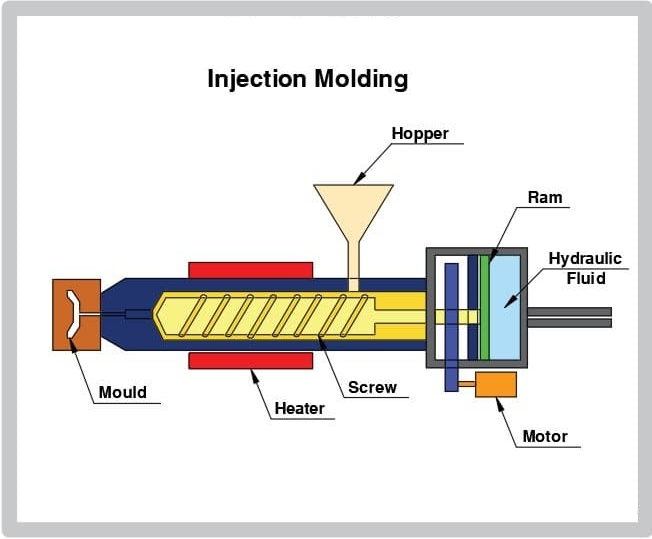
What is clamping force?
The clamping force of an injection molding machine is the maximum clamping force that the clamping device of the injection molding machine can exert when the mold is closed.
It is an important performance parameter of the injection molding machine, which determines whether the mold can be effectively closed and remain stable during the molding process.
The size of the mold clamping force directly affects the quality of injection molding and the service life of the mold.
The measurement and calculation of clamping force is also an important part of the design and use of injection molding machines.
Clamping force calculation is a key step in the injection molding process.
Which directly affects the closure of the mold and the molding quality of the product.
The clamping force can be accurately measured through the principle and technology of strain gauge measurement.
And the measurement accuracy can be improved through reasonable measurement methods and error elimination measures.
When designing a new mold, it is necessary to calculate theoretically how much necessary clamping force the mold should be installed on to achieve the best molding machine.

Excessive clamping force
Parameter setting error
If the safety factor is set too high (for example, more than 1.2), the calculated value is too large.
The pressure or speed parameter is set too high in the high voltage mode locking phase.
The low pressure clamping protection position is set improperly, and the high pressure clamping stage is entered prematurely.
Mold design problem
Projection area of parting surface
The calculation error caused the required clamping force to be high.
The pressure fluctuation of the mold cavity should be compensated by increasing the clamping force.
The device is aged or faulty
Hydraulic system seal components wear, resulting in a compensatory increase in clamping force.
The hinge of the die closing mechanism is worn or the tie rod is deformed.
Which requires higher die closing force to maintain closure.
Lack of operating habits and experience
In order to pursue “absolute safety” blindly improve the clamping force, ignoring energy consumption and equipment life.
Parameters are not dynamically adjusted according to material flow.
For example, high viscosity materials require higher pressure but may misjudge the need for clamping force.
The effect of injection molding machine clamping force
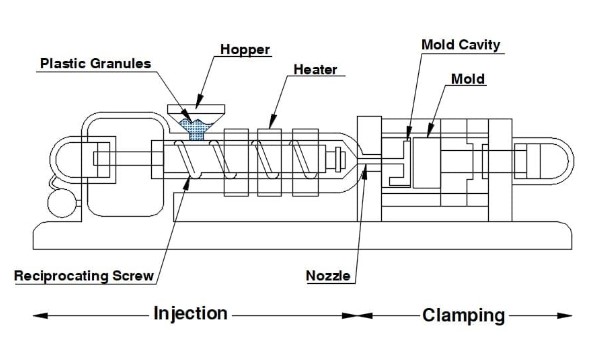
The principle of clamping force is to extrude and cool the molten plastic injected by the injection system through the clamping system to form the shape set by the mold.
The clamping force reflects the ability of the injection molding machine to process plastic parts to a certain extent.
Its main function is to ensure that the mold can remain closed when injecting molten plastic.
Preventing the mold from being opened by the high pressure of the molten plastic,
Thereby ensuring the quality of the product and the stability of the molding.
Ensure the mold is completely closed to prevent mold cracking
Mold design and manufacturing
Strength: Ensure that the mold design has sufficient strength to avoid cracking due to insufficient strength.
Structure: Reasonably design the mold structure to avoid problems such as too close blade spacing, insufficient number of template blocks, or no pads.
Material: Choose appropriate mold materials, such as copper or nickel-based alloys, to reduce mold shrinkage and deformation
Preheat the mold: Preheat the mold to an appropriate temperature before production to avoid thermal stress cracking caused by large temperature gradients.
Adjust mold temperature: Appropriately increase the mold temperature to make the part easier to de-mold.
And pay attention to prevent material decomposition caused by excessive temperature.
Process control
Adjust the mold opening speed and pressure: properly adjust the mold opening speed and pressure to prevent rapid and strong drawing of parts from causing mold release cracking.
Use mold release agent: properly use mold release agent, pay attention to eliminating aerosol and other substances attached to the mold surface to prevent cracking caused by mold release difficulties
Ensure product quality
Mold clamping force can ensure that the mold remains tightly closed during the injection process.
Thereby avoiding problems such as overflow and deformation of the product.
This is crucial to improving the dimensional accuracy and surface quality of the product.
The size of the clamping force directly affects the molding quality of the product.
If the clamping force is insufficient, the mold may deform during the injection molding process, resulting in burrs, unstable dimensions, and other problems.
In addition, the clamping force is also related to the service life of the mold and the overall performance of the injection molding machine.
For example, high-precision and high-requirement injection molded products require a larger clamping force to ensure their molding quality.
Adapt to different process conditions
For example, molds with complex structures or inserts require a larger clamping force to ensure their stability and reliability.
In actual production, the operator also needs to adjust the clamping force of the injection molding machine according to different process steps.
For example, during the high-pressure clamping stage.
The process usually uses a lower clamping force (generally no more than 80% of the maximum force.
To ensure that the mold does not deform or damage during the high-pressure injection process.
In addition, speed control during the clamping process is also very important.
Usually following the “slow-fast-slow” principle to avoid vibration or impact of the mold during high-speed movement.
Improve production efficiency
Improving the clamping force of the injection molding machine can effectively improve production efficiency.
And achieve higher production efficiency and product quality by ensuring stable mold closure.
Shortening the injection molding cycle, reducing downtime, improving equipment utilization, and reducing defective product rates.
Reflects the processing capability of the injection molding machine
The clamping force of the injection molding machine does reflect the processing capacity of the injection molding machine.
The clamping force refers to the force transmitted by the hydraulic system when the mold is closed, and is one of the process parameters of injection molding.
The size of the clamping force is directly related to whether the injection molding machine can keep the mold closed during high-pressure injection and prevent the mold from expanding due to high-pressure injection of the molten material.
Clamping force is an important indicator to measure the processing capacity of injection molding machines.
But it also needs to be comprehensively evaluated in combination with other parameters such as injection volume and injection pressure.
The role of clamping force in the hydraulic system
It mainly reflects in the clamping process of the injection molding machine.
The process ensures that the mold tightly closes during high-pressure injection molding to prevent overflow and mold cracking.
Considerations for selecting clamp force
There are many factors to consider when selecting the clamping force, including but not limited to product size and shape.
Mold structure and material, injection pressure and speed of the injection molding machine.
Rigidity and stability of the clamping device, and force amplification during the clamping process.
Product size and shape
The larger the product size, the greater the clamping force required.
This is because larger products require greater force to ensure the closure of the mold and prevent overflow of the product during injection molding.
Mold structure and material
The structure and material of the mold have an important influence on the clamping force.
For example, the rigidity of the toggle clamping device is greater than that of the hydraulic type.
But the hydraulic type has better stability, so the hydraulic type is often used in precision injection.
In addition, the strength and rigidity of the mold material will also affect the size of the clamping force.
The rigidity and stability of the clamping device
The rigidity and stability of the clamping device have an important influence on the dimensional accuracy of the product.
Generally speaking, the hydraulic clamping device has better stability and is suitable for precision injection.
Force amplification during the clamping process
The force amplification effect of the clamping process must be considered in the design to ensure that the mold can withstand high pressure and remain stable during the injection molding process.
Environmental factors
Environmental factors such as temperature and humidity will also affect the performance of the material, thereby indirectly affecting the selection of clamping force.
Method for detecting injection moulding clamping force
Install a pressure sensor in the clamping cylinder to characterize the clamping force by measuring the oil pressure.
This method is simple and direct, but may not fully reflect the actual clamping force.
Install a surface strain sensor on the template to indirectly measure the clamping force by measuring the deformation of the template.
This method can more accurately reflect the change of the clamping force.
Install a stress sensor on the surface or inside of the tie rod to measure the force of each tie rod.
After summing up, the injection moulding clamping force of all tie rods is obtained.
This method is suitable for machine hinge injection molding machines.
Paste strain gauges on the four Green columns of the injection molding machine.
Use data acquisition equipment to collect the signals of the strain gauges.
And use professional data analysis software to analyze whether the strain of the Green column is consistent.
This method can accurately measure the clamping force.
Use a magnetic adsorption strain sensor to measure the injection moulding clamping force on the Green column of the injection molding machine.
This method has the advantages of easy installation, reusability, and rapid response.
How to adjust injection molding clamping force?
Adjusting and optimizing the injection molding clamping force is a complex process that requires multiple factors and steps to be considered.
The following are detailed adjustment and optimization methods:
Adjusting the pressure of the hydraulic system is one of the basic methods of adjusting the injection molding clamping force.
Adjusting the pressure of the hydraulic system through a manual or automatic control panel can achieve precise control of the clamping force.
The injection molding clamping force is closely related to the clamping area of the mold.
The clamping area can change by adjusting the thickness and shape of the mold to achieve the desired clamping force.
In some cases, adjusting the coefficient can optimize the clamping force.
This usually involves fine-tuning the parameters of the injection molding machine control system.
How to choose the clamping force of an injection molding machine?
When selecting the clamping force, it is necessary to comprehensively consider the product type, size, material properties, and actual needs in the production process.
Select the clamping force according to the product type
For example, for thin-walled parts, the selection of clamping force should be calculated based on the product projection area and the pressure in the mold.
In addition, for different types of injection molding machines, the range of clamping force is also different.
For example, the clamping force range of hydraulic injection molding machines and electric injection molding machines can reach thousands of tons.
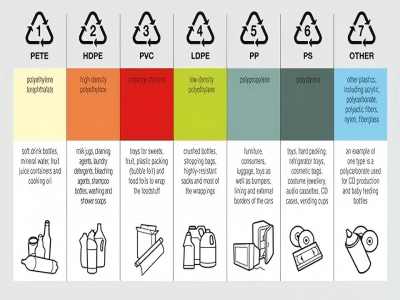
Especially for low-end simple products
such as PP, PE, PS, ABS, etc., it is generally recommended to use a clamping force of more than 150 kg/cm² for calculation.
This is because the material characteristics of low-end simple products determine that their demand for clamping force is relatively low.
But sufficient clamping force is still required to ensure that the mold will not be pushed open due to the high pressure of the molten material during the injection process.
Thereby ensuring the molding quality of the product.
The design of thin-walled products
Requires high impact strength, good appearance quality and dimensional stability, and the ability to withstand large static loads.
The fluidity of the molding material must be good.
Therefore, it is key to choose a plastic material with high fluidity.
For example, the melt index (MI) of PP plastic is as high as 60 (g/10min), and PS/ABS combines the toughness of PC and the fluidity of ABS.
For high-end precision products
Manufacturers usually use engineering plastics with higher viscosity, such as PP, PE, PS, ABS, etc.
The clamping force for these materials generally requires a calculation of more than 300 kg/cm².
Precision injection molding machines require the clamping system to have sufficient rigidity and clamping accuracy.
Including uniformity, stability, and repeatability of the clamping force.
The JU series 8,800-ton ultra-large injection molding machine successfully delivered by Haitian International has a rated clamping force of 88,000 kN, setting a new industry record.
Haichen plastic machine clamping force 1000T.

The clamping force plays a vital role in the injection molding machine.
The clamping force is also closely related to the hydraulic system of the injection molding machine.
The hydraulic system needs to provide sufficient clamping force and be able to adjust the speed of clamping and opening to meet different production needs.
The performance of the hydraulic system directly affects the working efficiency and production cycle of the injection molding machine.
In short, the clamping force is an indispensable and important parameter in the injection molding machine.
Therefore, when designing and using the injection molding machine.
The requirements of the clamping force and the optimization design must be fully considered.