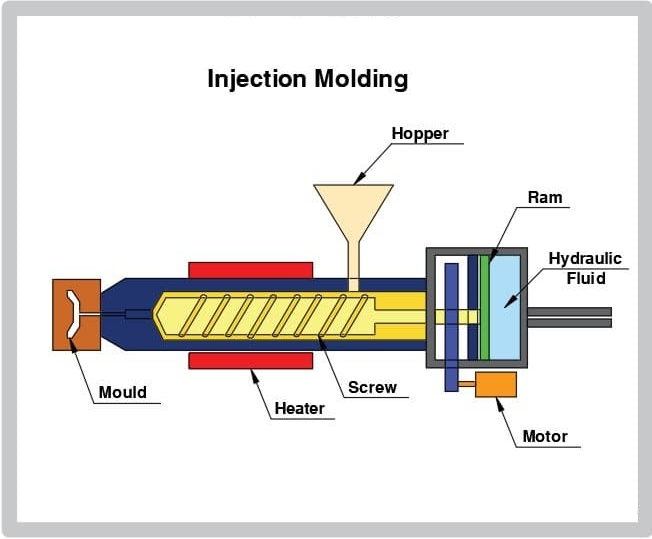
Control Circuit Injection molding safety brake device of the plastic machine realizes electrical interlocking through the safety travel switch. When the safety door is not closed, the travel switch is triggered to stop the electrical system from closing the mold and the main motor from working.
The electrical safety device is usually composed of a black brake switch, which can quickly cut off the power supply in an emergency to prevent accidents caused by misoperation.
Control Circuit Safety The electrical insurance brake device of the plastic machine is a black brake switch used to cut off the power supply in an emergency.
Control Circuit Safety in Injection Molding Machines
Control circuit Injection molding safety is critical to ensuring equipment operation and operator protection and technical reports.
Key safety requirements are summarized as follows:
- Emergency Stop and Interruption Mechanisms
- Safety Door Interlock and Detection Systems
- Mechanical and Electrical Redundancy
- Power and Grounding Management
- Performance Levels and Risk Assessment
- Operation and Maintenance Protocols
- Contradictions and Clarifications
Emergency Stop and Interruption Mechanisms

- Emergency Stop Buttons: At least one Category 0 emergency stop switch must be installed near the mold area. When activated, it must immediately halt mold closing, injection, and cycling.
- Safety Relays: Use dual-channel safety relays (e.g., CZSR8001-3A1B) to monitor circuit shorts and enable automatic/manual resetting for reliable emergency signal transmission.
- Independent Control Circuits: Circuits interrupting mold closing must operate independently of the PLC, directly cutting power to motors or motor controllers via contactors to prevent failure due to PLC malfunctions.
Safety Door Interlock and Detection Systems
- Interlock Protection: Mold closing can only start when safety doors are fully closed. Opening a door must instantly interrupt the control circuit via electronic sensors (e.g., position detectors S1/S2) and trigger mechanical locks to prevent accidental closure.
- Safety Light Curtains: In low-splash-risk scenarios, use Type 4 safety light curtains compliant with GB/T 19436.1 (Performance Level PLc/e) for non-contact zone monitoring.
Mechanical and Electrical Redundancy
- Mechanical Locks: Install locks between movable guards and molds to prevent unintended closure (e.g., gravity-induced drops). Monitor lock status via limit switches (e.g., contactors K1/K2 in Appendix C).
- Dual Limit Devices: For pneumatic/hydraulic mold-closing systems, use two safety limit devices. If one fails, the monitoring system must stop platen movement.
Power and Grounding Management
- Lockout/Tagout (LOTO): Disconnect power and follow LOTO procedures during maintenance to prevent electric shock. Ensure all components are properly grounded.
- Environment: Control units must operate in dry conditions (5–45°C, humidity ≤90%). Verify phase wiring before startup to avoid control signal errors.
Performance Levels and Risk Assessment
- PL Requirements: Per EN ISO 13849-1, control circuits must meet required Performance Levels (PLr) based on risk assessments. For example, front-door safety switches must achieve PLe, using systems like PSEN cs6.11 (50N holding force) or PSEN sl1.0 (1000N locking force).
- Safety PLCs: Use certified safety PLCs (e.g., Sumitomo’s redundant software control) with hardware/software redundancy for enhanced reliability.
Operation and Maintenance Protocols
- Single-Acknowledgment Systems: Vertical mold-closing systems require manual safety verification by operators before startup.
- Prohibited Actions: Never bypass safety doors, allow multi-user operation, or perform maintenance without locking molds to avoid crushing or electric hazards.
Contradictions and Clarifications
- PLC Independence vs. Safety PLCs: While traditional control circuits must be isolated from standard PLCs, safety PLCs achieve equivalent reliability through software redundancy. Both approaches aim to eliminate dependency on the main control system.
- Mechanical Locks vs. Light Curtains: Mechanical locks provide physical blocking, while light curtains enable dynamic monitoring. Combine both for risks like splash hazards or human intrusion.
In summary, control circuit safety in injection molding machines relies on hardware redundancy, independent circuit design, strict protocols, and compliance with international standards to minimize risks across all operating conditions.
What are the safety rules for injection molding?
Safety Rules for Injection Molding
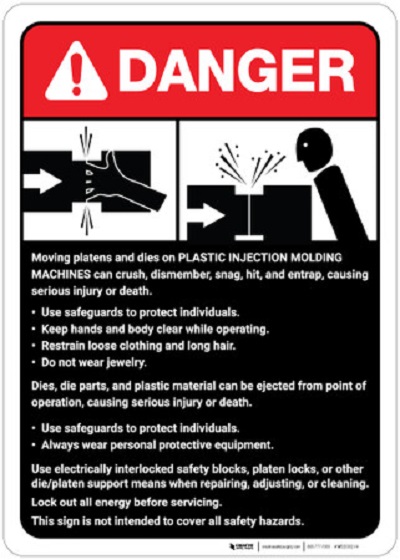
Injection molding involves risks such as mechanical hazards, high temperatures, electrical issues, and chemical exposure. Below are comprehensive safety guidelines based on industry standards and best practices:
- Equipment Operation and Environment Safety
- Mold Installation and Handling
- Personal Protective Equipment (PPE) and Procedures
- Emergency Response and Validation
- Hazardous Materials and Special Applications
- Training and Compliance
Equipment Operation and Environment Safety
- Machine Cleaning and Maintenance
- Keep equipment and surroundings clean; remove oil residues and debris to prevent fire hazards. Clear foreign objects from the barrel before heating to avoid ignition.
- Regularly inspect hydraulic systems for leaks to prevent oil contamination or slip hazards.
- Safety Devices and Interlocks
- Never bypass safety gates or emergency stop buttons. Verify interlock functionality (e.g., ensuring the mold closes only when safety gates are shut).
- Use fixed guards (Type II protection) or electromagnetic barriers to restrict access to hazardous areas.
- Electrical and Thermal Protection
- Ensure proper grounding and lockout/tagout (LOTO) procedures during maintenance to prevent accidental activation.
- Insulate high-temperature components (nozzles, barrels) with heat shields. Avoid direct contact with molten plastic.
Mold Installation and Handling
- Mold Mounting
- Confirm that lifting rings are fully threaded into mold holes. Adjust safety rods to prevent mold closure when safety gates are open.
- Reduce clamp speed to ≤25% during mold changes. Wear cut-resistant gloves and avoid placing hands between the mold and nozzle.
- Mold Maintenance
- Shut off the hydraulic pump and heater before servicing. Purge the barrel and cool it to <100°C before disassembling screws.
- Verify mold weight limits and thermal protection systems. Test safety systems annually (e.g., light curtains).
Personal Protective Equipment (PPE) and Procedures
- PPE Requirements
- Wear heat-resistant gloves, safety goggles, and protective clothing. Use thick cotton gloves for handling parts >120°C.
- Wear respirators and ensure ventilation when processing materials emitting fumes (e.g., PVC).
- Operational Discipline
- Allow only one operator to control the machine. Never adjust molds or enter hazardous zones during operation.
- Open safety gates fully before part removal. Keep hands clear of the clamping area.
Emergency Response and Validation
- Emergency Stops
- Install Category 0 emergency stop buttons within easy reach. Wait for full machine shutdown before troubleshooting.
- Follow manufacturer guidelines for residual pressure release and emergency protocols.
- System Validation
- Test safety functions (e.g., pressure-sensitive mats) as per manuals. Use dual hydraulic/pneumatic stops to prevent mold drops.
Hazardous Materials and Special Applications

- Chemical Safety
- Install exhaust systems for materials releasing toxic gases (e.g., PVC decomposition). Avoid mixing incompatible plastics (e.g., POM and PVC).
- Medical Device Production
- Comply with FDA cleanliness standards. Use biocompatible, sterilizable materials and maintain controlled environments.
Training and Compliance
- Train operators on equipment operation, emergency procedures, and material safety data sheets (MSDS).
- Include fire extinguisher and first-aid kit locations in safety drills. Establish clear protocols for incident reporting.
By adhering to these rules, workplaces can minimize risks of injuries, burns, and chemical exposure while ensuring efficient production. Regular audits and updates to safety practices are critical for compliance with global standards (e.g., OSHA, ISO).
The working principle of Control Circuit Safety on injection molding machine
The control circuit safety in injection molding machines revolves around multi-layered protection mechanisms and interlock functions designed to halt operations during hazardous conditions and prevent accidental restarts. Below is a detailed breakdown:
- Interlock Protection and Emergency Stop Mechanisms
- Safety Performance Levels and Component Standards
- Automatic Verification and Monitoring
- Emergency Stop Redundancy
- Haichen injection molding machine Mechanical-Electrical Synergy
- Grounding and Maintenance Safety
Interlock Protection and Emergency Stop Mechanisms
- Safety Door/Light Curtain Activation:
Opening the safety door or triggering the light curtain instantly terminates mold-closing actions, stops injection, and halts the cycle. This emergency stop function is executed via dedicated safety circuits independent of the PLC, ensuring reliability even if the main control system fails. - Hydraulic/Electric System Safety:
- Hydraulic systems require dual safety limit switches to prevent unintended platen movement.
- Electric systems must use certified contactors (e.g., GB/T 16855.1—2018 compliant) to directly cut power to motors or motor controllers.
Safety Performance Levels and Component Standards

- Safety Integrity:
Control circuits must meet Safety Performance Levels (e.g., PL c/e or Type III) and Haichen machines use Type 4 safety light curtains (GB/T 19436.1—2013 compliant) with dual-channel signal monitoring to prevent single-point failures. - Safety Relays:
Devices like the CZSR8001-3A1B safety relay manage emergency stops and door interlocks, featuring short-circuit monitoring to ensure power cutoff during circuit faults.
Automatic Verification and Monitoring

- Post-Reset Validation:
After resetting safety devices, the system automatically verifies light curtain functionality, contactor status, and motor controller shutdown signals before allowing production to resume. - Friction Brake Checks:
Braking systems (e.g., friction-based stops) require effectiveness checks every 12 hours to prevent residual energy from causing hazardous motion.
Emergency Stop Redundancy
- Emergency Stop (E-Stop):
At least one Category 0 E-stop button must be installed in the mold area to directly disconnect power. Redundant contactors ensure reliable power interruption. - Vertical Mold Protection:
Electromagnetic safeguards and single-confirmation systems prevent accidental platen closure in vertical clamp systems.
Haichen injection molding machine Mechanical-Electrical Synergy

- Mechanical Locks + Light Curtains:
Mechanical locks prevent unintended closure of guards, while light curtains detect personnel entry. Both integrate with the control circuit for dual-layer protection. - Hydraulic/Electric Cutoffs:
- Hydraulic systems use proportional valves as primary shutdown devices.
- Electric systems require motor controllers with Safe Torque Off (STO) functions (IEC 61800-5-2:2016 compliant).
Grounding and Maintenance Safety
- Electrical Grounding:
All components must be properly grounded. - Lockout/Tagout (LOTO):
Maintenance requires strict LOTO procedures performed by certified personnel to prevent electrical hazards or unintended energy release.
Overall
The control circuit safety system integrates multi-level interlocks, redundant components, automatic verification, and strict compliance with safety standards (GB/T, IEC). This closed-loop design ensures rapid response to human intervention or equipment anomalies, minimizing risks through mechanical-electrical-programmatic synergy.