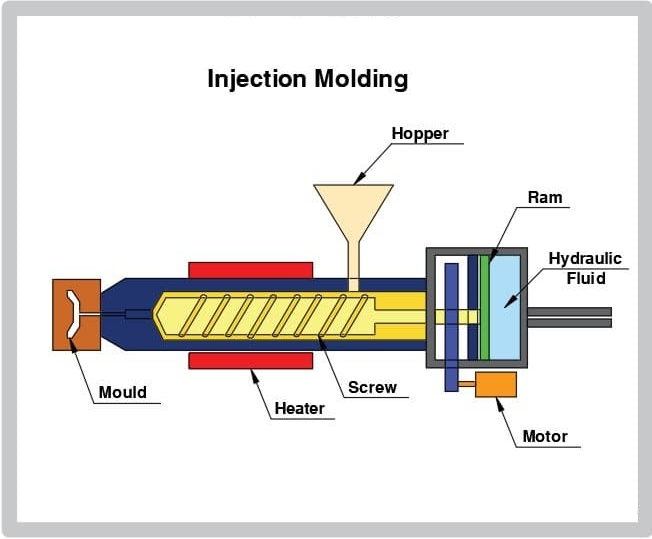
An Injection Molding Mold is a precision-engineered tool made of metal (such as steel or aluminum) that contains a cavity (negative) and a core (positive) into which molten plastic is injected at high pressure and cooled to form the desired product.
The injection molding process efficiently produces plastic components through key stages: material preparation, mold design, high-pressure injection, cooling, and post-processing.
The quality of molds directly affects the precision and yield of products. High-quality molds need to last more than 250,000 times before they need to be repaired.
Mold costs account for 60%-80% of the total production cost. Standardized mold frames can shorten the development cycle and reduce costs.

Our Production steps of injection mold
- Material Preparation
- Mold Design & Fabrication
- Injection Molding Stage
- Cooling & Solidification
- Ejection & Post-Processing
- Key Equipment & Parameters
- Quality Control & Defect Mitigation
- Applications & Advantages
Material Preparation
- Raw Material Selection: Manufacturers select thermoplastics (e.g., polyethylene, polypropylene, ABS) based on part requirements. Some materials need pre-drying to eliminate moisture.
- Plasticization: A hopper feeds plastic pellets into a heated barrel. A rotating screw melts the pellets into a homogeneous fluid using shear heat. Operators apply back pressure to ensure uniform melt consistency and vent trapped gases.
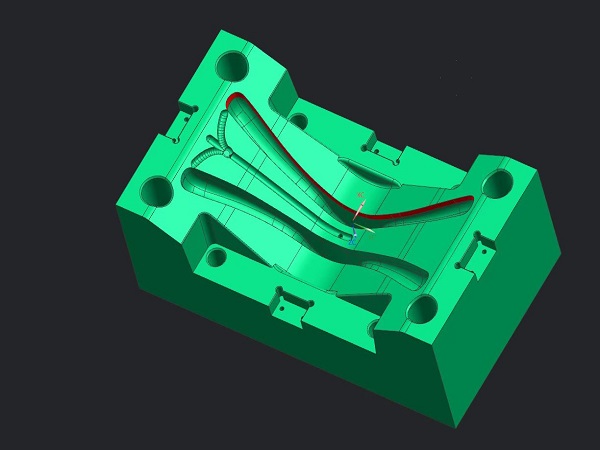
Mold Design & Fabrication
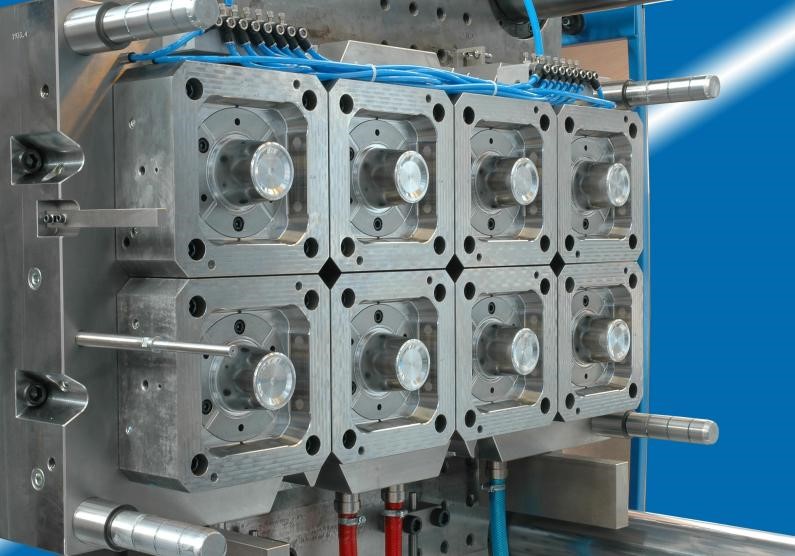
- Mold Structure: High-strength metals (e.g., steel or aluminum) form the mold’s cavity (female) and core (male) sections. Runners and gates direct molten plastic into the cavity. Designers adjust shrinkage rates (e.g., lower for outer dimensions, higher for inner dimensions).
- Manufacturing: CAD/CNC machines achieve precision machining with tolerances within ±0.001″ (±0.025 mm). Engineers integrate cooling channels to optimize cycle time.
Injection Molding Stage
- Clamping & Injection: The machine closes the mold and injects molten plastic into the cavity under high pressure (≥550 kN). Technicians adjust injection speed and pressure based on material viscosity and mold geometry to prevent defects like flash or short shots.
- Packing & Holding: After injection, the system maintains holding pressure to offset shrinkage during cooling. Many processes use multi-stage pressure control (e.g., high → low pressure).
Cooling & Solidification

- Cooling Time: The mold cools parts until solidification, with duration depending on material properties and wall thickness (typically 10 seconds to 2 minutes). Efficient cooling channel designs (e.g., conformal cooling) shorten cycle time.
- Shrinkage Management: Mold design and packing pressure address material shrinkage.
Ejection & Post-Processing
- Ejection System: Ejector pins or air blasts remove the part without deformation.
- Post-Processing: Workers trim gates, deburr edges, or inspect dimensions. Factories run trial molding to refine parameters.
Key Equipment & Parameters
- Injection Molding Machines: Options include hydraulic, electric (e.g., Engel E-motion), and hybrid machines. Electric models control parameters precisely.
- Critical Parameters:
- Barrel temperature (ensures melt quality).
- Screw speed (excessive speed degrades materials).
- Back pressure (improves melt uniformity).
Quality Control & Defect Mitigation
- Common Defects:
- Silver streaks (caused by trapped moisture).
- Weld lines (from poor material fusion).
- Sink marks (due to insufficient packing).
- Process Monitoring: Computerized systems track pressure, speed, and cooling time for consistency.
Applications & Advantages
- Industries: Automotive, medical, and electronics sectors use it for complex parts (gears, housings, etc.).
- Benefits: High productivity (multi-cavity molds), precision (±0.004″ / ±0.1 mm), and minimal waste.
Injection molding combines materials science, mechanical engineering, and automation. Success depends on precision molds, optimized parameters (e.g., pressure-temperature-time coordination), and efficient cycle management. Manufacturers adapt processes to material properties and part designs to balance quality, cost, and output.
What is the process of injection mould manufacturing?

The manufacturing of injection molds is a complex and precise process involving multiple critical stages.
Here’s a detailed breakdown:
- Mold Design
- Material Selection
- Precision Machining
- Assembly
- Testing & Debugging
- Maintenance
Mold Design
- Product Analysis: Determine mold structure based on product requirements, including cavity count, parting line location, gating system (runners and gates), and cooling channel layout.
- Parameter Calculation: Account for material shrinkage, injection pressure, draft angles, and wall thickness uniformity to avoid defects like sink marks or warping.
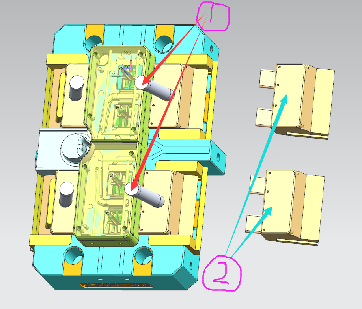
- CAD Modeling: Create 3D models using CAD software to ensure precise alignment between the core and cavity.
Material Selection

- Mold Materials: High-hardness tool steels (e.g., P20, H13) or aluminum alloys (e.g., 7075) are commonly used for durability under high pressure/temperature, thermal conductivity, and wear resistance.
- Prototyping: For low-volume or prototype molds, 3D-printed resins or aluminum may be used.
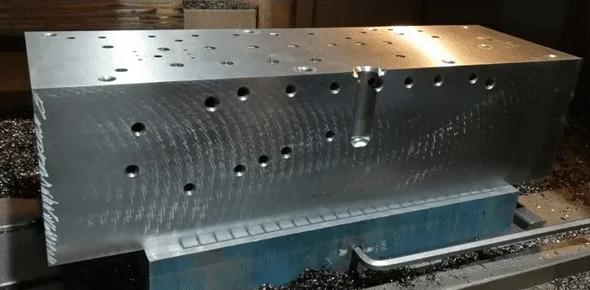
Precision Machining
- CNC Machining: Shape steel or aluminum blocks into cores, cavities, and runners with tight tolerances (±0.005–0.02 mm) and smooth surface finishes.
- Electrical Discharge Machining (EDM): Create intricate geometries or deep slots via controlled electrical discharges.
- Polishing & Coatings: Polish cavity surfaces or apply chrome plating to reduce friction and enhance mold longevity.
Assembly
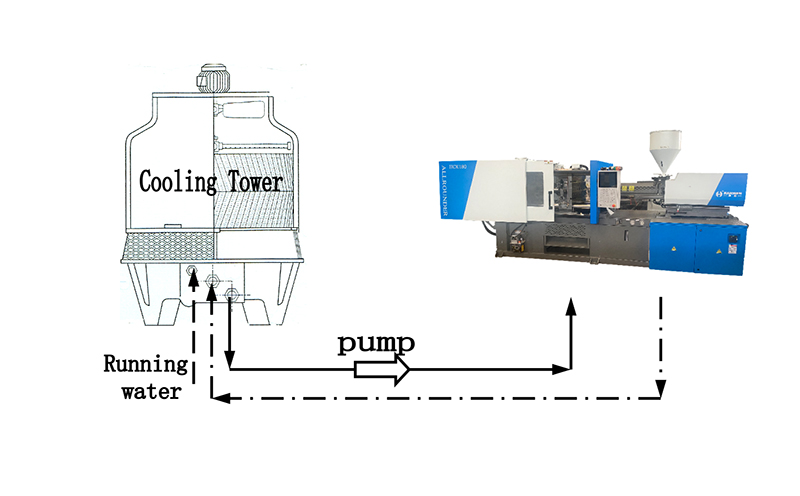
- Cooling System: Embed copper tubes or machine cooling channels to regulate mold temperature and shorten cycle times.
- Ejection System: Install ejector pins, plates, and sleeves for reliable part release.
- Alignment: Add guide pillars and bushings to ensure accurate mold opening/closing.
Testing & Debugging
- Trial Runs: Test the mold on an injection molding machine to check part dimensions, surface quality, and defects (e.g., flashing, short shots).
- Parameter Tuning: Optimize injection speed, temperature, cooling time, and clamping force for stable production.
Maintenance

- Cleaning & Lubrication: Remove resin residues and lubricate moving parts to prevent corrosion or jamming.
- Repairs: Address wear or damage via welding repairs, re-polishing, or component replacement.
Key Design Considerations
- Parting Line Management: Ensure parting lines minimize visible seams and avoid burrs.
- Cooling Efficiency: Uniform cooling channel layouts reduce thermal stress and cycle times.
- Runner Balancing: Optimize runner size and layout for even melt distribution across cavities.
Innovations
- 3D-Printed Molds: Ideal for prototypes or complex geometries but limited in durability.
- Insert Molding: Embed metal inserts or sensors during molding for hybrid components.
Injection mold manufacturing relies on advanced engineering, precision machining, and iterative refinement to achieve high-volume production of consistent, defect-free parts. Each step requires expertise in materials, mechanics, and process optimization.
Haichen plastic injection mold
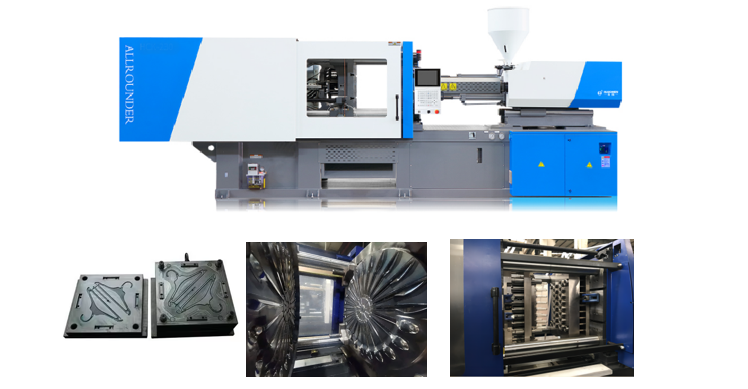
As a leading Chinese manufacturer of injection molding machines, Haichen integrates high-efficiency production, precision engineering, and sustainable design into its plastic Injection Molding Mold systems. Its expertise is particularly prominent in producing disposable tableware (e.g., spoons, bowls) and industrial components. Below are its core features and applications:
- Injection Molding Mold Design & Technology
- Key Injection Molding Machine Models
- Material Compatibility & Process Control
- Automation & Smart Manufacturing
- Mold Sizes & Customization
- Sustainability & Cost Efficiency
- After-Sales Support
Injection Molding Mold Design & Technology

- Three-Plate Mold Structure: Utilizes fixed, middle, and movable plates to enable multi-cavity production and complex part molding. The middle plate separates the runner system from the product, enabling automatic demolding and reducing manual trimming. Ideal for thin-walled or precision parts (e.g., spoons).
- Pin-Point Gate Technology: Micro-sized gates automatically detach from the part during mold opening, eliminating post-processing and reducing material waste.
- Optimized Cooling System: Integrated cooling channels and deep drilling tubes reduce cycle times. For example, cooling time for plastic bowls is minimized to 60 seconds.
Key Injection Molding Machine Models

- E-Series Standard Machines:
- Models: HCE100 (100-ton clamping force) and HCE120 (120-ton).
- Suitable for PP, PE, PET, etc., with shot capacities of 106–213g (polystyrene basis).
- Servo-driven systems achieve 15–70% energy savings.
- Servo-Eco Series: Full-electric drive ensures precise pressure/flow control, ideal for biodegradable PLA (temperature range: 130–190°C).
- Hybrid Machines: Combine hydraulic clamping with electric injection units, balancing high clamping force and low energy use (e.g., PET preforms).
Material Compatibility & Process Control

- Multi-Material Support: PP, PE, PLA (with bamboo fiber reinforcement), PVC, etc.
- PLA Processing: Requires strict drying (70°C) and injection temperatures of 170–200°C to prevent degradation.
- Precision Parameters: Multi-stage injection speed, packing pressure, and backpressure settings ensure defect-free molding. For example, spoons require 500–1,500 bar injection pressure to avoid flash.
Automation & Smart Manufacturing
- Robotic Integration: Auto-ejection of spoon arrays and post-processing (e.g., handle trimming) reduce breakage rates.
- IoT & AI Integration: Real-time data analytics optimize parameters for higher yield and energy efficiency.
Mold Sizes & Customization
- Mold Height Range:
- E-Series (150-ton): Min. 160mm (small precision parts).
- K-Series (410-ton): Max. 800mm (large buckets, chairs).
- Turnkey Solutions: Offers mold design, machine configuration, and auxiliary equipment integration, including logo customization and remote technical support.
Sustainability & Cost Efficiency
- Energy-Saving Design: Servo motors operate on demand (e.g., idle during cooling), reducing energy use by 20–80%.
- Biodegradable Materials: PLA blended with bamboo fibers (5–8%) enhances eco-friendliness and strength, compatible with Haichen’s PLA-specific machines.
After-Sales Support
- 1-year warranty, on-site global engineer support, and operator training for rapid deployment.
Overall

Haichen’s Injection Molding Moldd technology excels in precision design, material adaptability, and automation, serving industries like food packaging, consumer goods, and engineering plastics. Its focus on sustainability, energy efficiency, and customization makes it a leader in modern injection molding solutions.