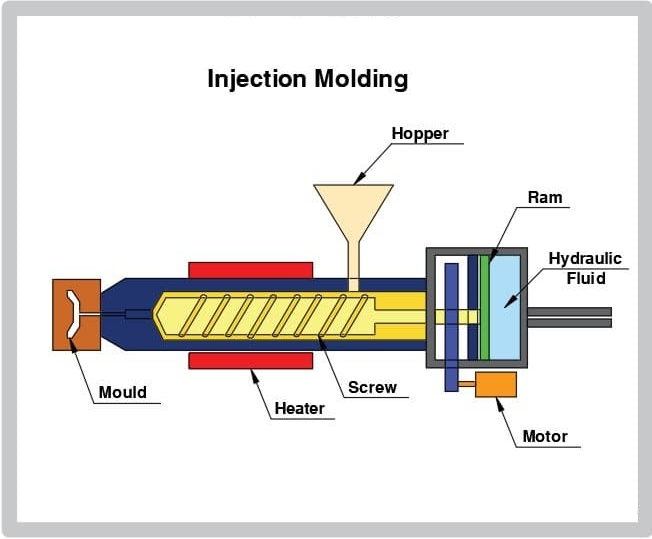
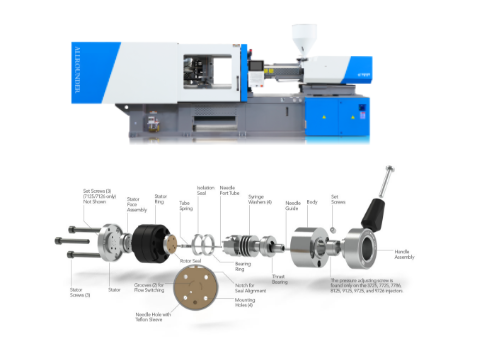
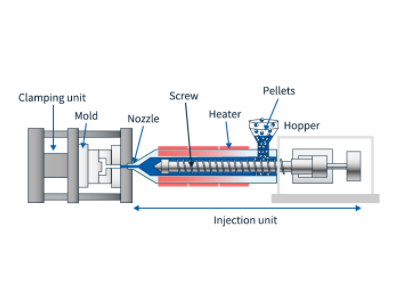
The main components of the injection unit:
- barrel
- Screw
- Nozzle
- Injection Cylinder
- Heater Bands
- Servo Motor
- Sensing Devices
Injection Unit is the core component of the Injection Molding Machine.
Its function, structure and working mechanism directly determine the molding quality and production efficiency of plastic products.
Injection unit main components including heating and melting,screw feeding,high-pressure injection and etc.
The injection molding machine, also known as an injection forming machine or injection press.
Is the main molding equipment used to produce various shaped plastic products by injecting hot plastic or thermosetting plastic into plastic moulds.
As the “heart” of the injection molding machine, the injection unit achieves efficient molding of polymer materials through precise thermodynamic and mechanical design.
With the advancement of materials science and control technology, its design is developing towards high response, low energy consumption and intelligence, providing core support for the manufacturing of complex plastic products.
The main components of the injection unit
Barrel
It is the core part of the injection unit and is used to hold and heat the plastic raw material.
The barrel is usually divided into multiple heating zones to ensure that the plastic melts evenly during injection.
Screw
The screw is a key component in the injection unit.
Responsible for transporting plastic raw materials from the hopper to the barrel and melting the plastic through rotation and cutting action.
The screw is typically divided into the feed section, compression section, and metering section,each with a different function.
The feed section is for the initial mixing and preheating of the plastic.
The compression section is for further melting and mixing of the plastic.
And the metering section is for precise control of the injection amount of plastic eventually.

Nozzle
The nozzle is located at the end of the screw and is used to deliver molten plastic from the injection unit to the cavity of the mould.
The design and material selection of the nozzle have a significant impact on the quality of injection molding.
Injection Cylinder
The injection cylinder is a hydraulic system component that drives the screw for the injection action.
It pushes the screw forward by applying pressure to the hydraulic oil, thereby injecting molten plastic into the mould.
Heater Bands
Heater Bands are installed around the barrel of the injection molding machine to heat the plastic material inside the barrel.
They are typically made up of multiple independent heating zones to allow for more precise temperature control.

Servo Motor
The servo motor controls the rotation and injection actions of the screw.
Providing high precision and high-response control to ensure stability and accuracy in the injection process.

Sensing Devices
Sensing devices are used to monitor and control various parameters during the injection process.
Such as temperature, pressure, and screw position, to ensure the quality and consistency of injection molding.
These parts work together to complete the process of heating, melting, measuring.
And injecting plastic raw materials, ultimately forming high-quality plastic products.
Injection unit working Principle
The working principle of an injection molding machine is similar to that of a syringe used for injection.
Its core is to use the force of a screw (or plunger) to inject the molten plastic (i.e., in the viscous state) that has been plasticized into a closed mold cavity.
After which it solidifies and cools to form the desired plastic product.
Plasticizing stage:
When the screw rotates, the plastic particles are pushed into the barrel and melted through the combined effect of frictional heat (accounting for 70% – 90%) and the heater.
The melt is homogenized in the screw compression section, accumulates at the front end of the screw through the metering section.
And at the same time, the screw retreats backward to the set metering position due to the melt pressure.
Injection stage:
The screw stops rotating and advances forward at high speed under hydraulic or electric drive (up to 300mm/s), forcing the melt to be injected into the mold through the nozzle.
The reverse check ring closes to prevent backflow.
The injection pressure is usually 100-200MPa, and the pressure is maintained during the pressure-holding stage to compensate for the contraction.
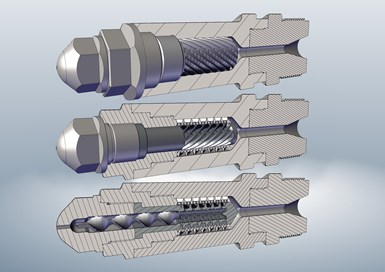
Injection unit type
Reciprocating screw injection unit
The reciprocating screw injection unit realizes the melting and injection of plastics through the reciprocating movement of the screw.
This design can provide a more uniform melt temperature and pressure,
thereby improving the quality and consistency of the product.
At the maximum injection speed, the pressure loss of the melt flowing through the nozzle is large,
which means that the melt may be unstable at high-speed injection eventually.
Plunger injection unit
The plunger injection unit realizes the melting and injection of plastic through the linear movement of the plunger.
This design usually has a high injection speed and a large injection pressure,
which is suitable for injection molding processes requiring high precision and high pressure.
When flowing at the highest injection pressure,
the injection speed gradually decreases with the increase of the cavity pressure,
but the melt flowing through the nozzle speed will increase rapidly,
which may lead to the instability of the melt at the nozzle.
Pre-plasticized injection unit
Pre-plasticized injection units pre-heat and melt the plastic before injection,
and then inject it into the mold via a screw or plunger.
This design reduces melt pressure loss at the nozzle, thereby increasing injection speed and stability.
Preplasticized injection units typically have high melt temperature uniformity and low-pressure loss,
making them suitable for injection molding processes that require high quality and precision.
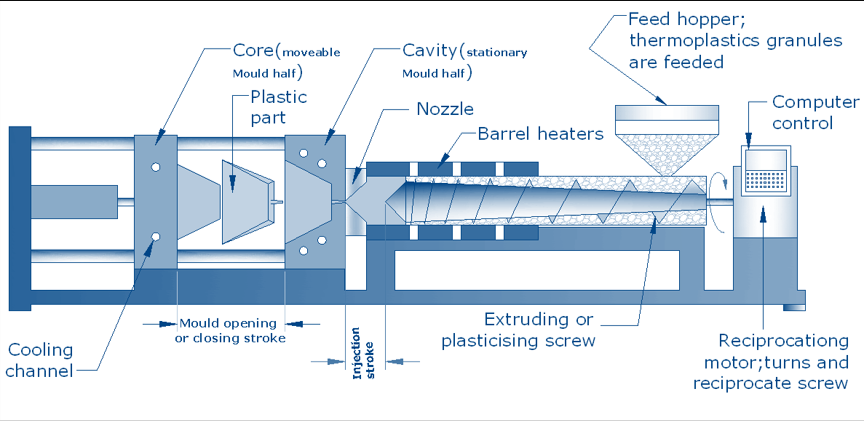
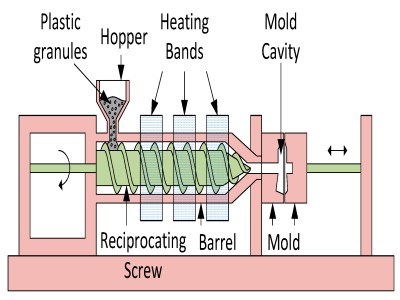
The injection process of injection unit
Heating and Melting
Plastic granules are added to the machine’s hopper and heated by the heating ring outside the barrel to melt the material.
Screw Feeding
As the screw rotates, plastic generates friction and mutual movement on the inner wall of the barrel,
the bottom of the screw groove, the pushing surface of the screw groove, and between plastics, thus being pushed forward to the throat.
High-pressure Injection
The melted plastic is injected into the mold at high pressure by the screw or ram.
Cooling and Solidification
The plastic injected into the mould solidifies and sets after cooling, forming the final product.
Design optimization of injection unit by Haichen
Optimizing process parameters
Reasonably set the injection speed, pressure holding time, melting temperature,
and other process parameters of the injection molding machine to improve the speed and efficiency of injection molding.
For example, by precisely controlling the temperature of the barrel and nozzle,
you can ensure that the amount of injection is accurate each time, thereby improving the accuracy of the product molding.
Haichen adopts high-precision sensors and control systems
The displacement sensor is used to strictly control the metering stroke, injection stroke,
and the thickness of the residual pad to ensure the accuracy of each injection amount.
Modular design
Haichen adopts a modular design, which can realize flexible and fast collocation of a variety of shooting stations, thereby improving shooting accuracy.
This design can also according to the customer’s production process and site area to improve efficiency and precision.
Automation and intelligence
Haichen’s injection molding machines, combined with automation equipment and robotics,
can optimize processes, improve accuracy, and reduce human intervention.
For example, smart units can provide automated solutions such as assembly and inspection to improve production efficiency and accuracy.
Optimal temperature control
Precisely control the temperature of the mould to ensure that the temperature difference between the cavity and the core side is not large,
to ensure optimal flow and cooling.
This helps minimize cycle times and increase productivity.
Injection compression molding technology
Compacts the product through compression behavior, so that the surface of the product has a uniform pressure distribution,
so that the dimensional accuracy of the compacted product is high and stable, and the deformation is small.